CEMENTADO
Consiste en aumentar la dureza superficial de una pieza de acero, aumentando la concentración de carbono en la superficie. Se consigue teniendo en cuenta el medio que envuelve al metal. La dureza se obtiene después mediante temples y revenidos, se consigue una gran dureza superficial, resistencia al desgaste y una buena tenacidad en el núcleo.

CARBONITRURADO
Consiste en introducir carbono y nitrógeno en una capa superficial, la cual mejora la resistencia al desgaste, a la fatiga. Es necesario un temple y revenidos posteriores para aumentar dureza y ajustarla al nivel que se requiere.

NITRURADO TENIFER
El proceso de nitruración del acero al igual que en la cementación, consiste en aumentar la dureza superficial, aunque lo hace en mayor medida ya que se incorpora nitrógeno a la superficie del acero, mejorando en mayor magnitud su resistencia al desgaste y a la corrosión.
La resistencia a la corrosión puede superar 700 horas en niebla salina para piezas simples y puede generalmente alcanzar las 400 horas en niebla salina para piezas más complejas.

NITRURADO TENIFER QPQ
El proceso de nitruración del acero al igual que en la cementación, consiste en aumentar la dureza superficial, aunque lo hace en mayor medida ya que se incorpora nitrógeno a la superficie del acero, mejorando en mayor magnitud su resistencia al desgaste y a la corrosión.
La resistencia a la corrosión puede superar 700 horas en niebla salina para piezas simples y puede generalmente alcanzar las 400 horas en niebla salina para piezas más complejas.

NITRURADO GASEOSO
El proceso de nitruración del acero al igual que en la cementación, consiste en aumentar la dureza superficial, aunque lo hace en mayor medida ya que se incorpora nitrógeno a la superficie del acero, mejorando en mayor magnitud su resistencia al desgaste y a la corrosión. La resistencia a la corrosión puede superar 700 horas en niebla salina para piezas simples y puede generalmente alcanzar las 400 horas en niebla salina para piezas más complejas.

BONIFICADO
Su finalidad es aumentar la dureza y la resistencia del acero. Para ello se calienta el acero de una manera uniforme a una temperatura específica que depende del tipo de acero (temperatura de austenizado) y posteriormente se enfría (según las características de las piezas) en un medio como agua, aceite, etc.

TEMPLE Y REVENIDO
Éste tratamiento sólo se aplica a los aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando la dureza y aumentando la tenacidad. Además, se consigue disminuir la dureza del temple (si se requiere) y se eliminan las tensiones internas creadas en el temple, dejando al acero con la dureza o resistencia deseada.

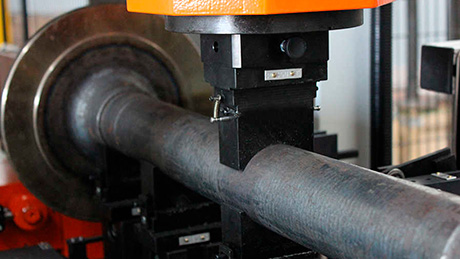
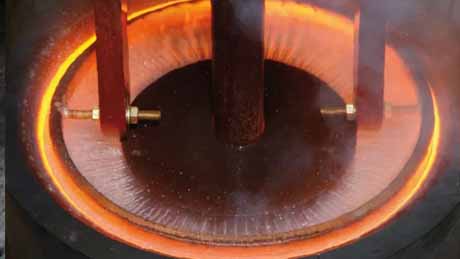
TEMPLE POR INDUCCION
El temple por inducción es un proceso de tratamiento térmico que se lleva a cabo para mejorar las propiedades mecánicas en un área localizada de un componente ferroso. La zona endurecida resultante mejora su resistencia al desgaste y la fatiga, además de obtener características de resistencia mecánica.
AUSTEMPERING
El Austempering es conocido también como temple bainítico, es un tratamiento isotérmico en el cual se pretende obtener piezas con una estructura bainítica, las cuales son duras, pero no frágiles. El Austempering se usa en aceros con alto contenido de carbono y últimamente en tratamientos de hierros nodulares, generando excelentes propiedades mecánicas.

MARTEMPERING
También conocido como temple escalonado o temple interrumpido. El acero es calentado por encima de la temperatura de austenización, y es enfriado en un baño que está entre los 150°C y 300°C. Se obtiene una estructura martensítica.

REVENIDO
Éste tratamiento sólo se aplica a los aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando la dureza y aumentando la tenacidad. Además, se consigue disminuir la dureza del temple (si se requiere) y se eliminan las tensiones internas creadas en el temple, dejando al acero con la dureza o resistencia deseada.

RECOCIDO
Consiste en un calentamiento hasta la temperatura de austenización seguido de un enfriamiento lento. Se consigue aumentar la elasticidad y bajar en gran medida la dureza.

NORMALIZADO
Tiene como objetivo dejar un material en su estado normal, es decir, con ausencia de tensiones internas y con una distribución uniforme del carbono, y además regenerar la estructura original del acero.

ENVEJECIDO T6 PARA ALUMINIO
T6-PUESTA EN SOLUCION Y MADURACION. Dentro de la producción de aluminio, algunas aleaciones de forja y de fundición pueden mejorar sus caracteristicas mediante un tratamiento de solución y envejecimiento.
GRANALLADO
El granallado se basa la proyección de partículas abrasivas (granalla) a gran velocidad, las cuales al impactar con la pieza tratada produce la eliminación de los contaminantes de la superficie (pintura, óxido, residuos de fundición, rebabas de material de fundición, etc.)

ENDEREZADO
Servicio de Enderezado de ejes, directas, tubos, estructuras metálicas, levas c etc.